



第一节 产品技术发展现状
总体上,我国铸造领域的学术 研究 并不落后,很多 研究 成果居国际先进水平,但转化为现实生产力的少。国内铸造生产技术水平高的仅限于少数骨干企业, 行业 整体技术水平落后,铸件质量低,材料、能源消耗高,经济效益差,劳动条件恶劣,污染严重。具体表现在,模样仍以手工或简单机械进行模具加工;铸造原辅材料生产供应的社会化、专业化、商品化差距大,在品种质量等方面远不能满足新工艺新技术发展的需要;铸造合金材料的生产水平、质量低;生产管理落后;工艺设计多凭个人经验,计算机技术应用少;铸造技术装备等基础条件差;生产过程手工操作比例高,现场工人技术素质低;仅少数大型汽车、内燃机集团铸造厂采用先进的造型制芯工艺,大多铸造企业仍用震压造型机甚至手工造型,制芯以桐油、合脂和粘土等粘结剂砂为主。大多熔模铸造厂以水玻璃制壳为主;低压铸造只能生产非铁或铸铁中小件,不能生产铸钢件;用EPC技术稳定投入生产的仅限于排气管、壳体等铸件,生产率在30型/h以下,铸件尺寸精度和表面粗糙度水平低;虽然建成了较完整的铸造 行业 标准体系,但多数企业被动执行标准,企业标准多低于GB(国标)和ISO(国际标准),有的企业废品率高达30%;质量和市场意识不强,仅少数专业化铸造企业通过了ISO 9000认证。结合铸造企业特点的质量管理 研究 十分薄弱。
近年开发推广了一些先进熔炼设备,提高了金属液温度和综合质量,如外热式热风冲天炉开始应用,但为数少,使用铸造焦的仅占1%。一些铸造非铁合金厂仍使用燃油、焦炭坩埚炉等落后熔炼技术。冲天炉—电炉双联工艺仅在少数批量生产的流水线上得以应用。少数大、中型电弧炉采用超高功率 (600~700kVA/t)技术。
开始引进AOD、VOD等精炼设备和技术,提高了高级合金铸钢的内在质量。重要工程用的超低碳高强韧马氏体不锈钢,采用精炼技术提高钢液纯净度,改善性能。0Crl6Ni5Mo、Crl3Ni5Mo铸造马氏体不锈钢在保持原有韧性基础上,屈强比由0.70~0.75提高到0.85~0.90,强度提高 30%~60%,硬度提高20%~50%。
广泛应用国内富有稀土资源,如稀土镁处理的球墨铸铁在汽车、柴油机等产品上应用;稀土中碳低合金铸钢、稀土耐热钢在机械和冶金设备中得到应用;初步形成国产系列孕育剂、球化剂和蠕化剂,推动了铸铁件质量提高。
高强度、高弹性模量灰铸铁用于机床铸件,高强度薄壁灰铸铁件铸造技术的应用,使最薄壁厚达4—16mm的缸体、缸盖铸件本体断面硬度差小于HB30,组织均匀致密。灰铸铁表面激光强化技术用于生产。人工智能技术在灰铸铁性能预测中应用。蠕墨铸铁已在汽车排气管和大马力柴油机缸盖上应用,汽车排气管使用寿命提高4—5倍。钒钛耐磨铸铁在机床导轨、缸套和活塞环上应用,寿命提高1~2倍。高、中、低铬耐磨铸铁在磨球、衬板、杂质泵、双金属复合轧辊上使用,寿命提高。应用过滤技术于缸体、缸盖等调高强度薄壁铸件流水线生产中,减少了夹渣、气孔缺陷,改善了铸件内在质量。
国产水平连铸生产线投入市场,可生产直径30~250mm圆形及相应尺寸的方形、矩形或异形截面的灰铸铁及球墨铸铁型材。与砂型比,性能提高1~2个牌号,铁液利用率提高到95%以上,节能30%,节材30%一50%,毛坯加工合格率达95%以上。
铸铁管 行业 引进10套直径1000 mm以下的中型球墨铸铁管离心铸造成套设备。
金属基复合材料 研究 有进步,短纤维、外加颗粒增强、原位颗粒增强 研究 都有成果,但较少实现工业应用。
某些重点 行业 的骨干铸造厂采用了直读光谱仪和热 分析 仪,炉前有效控制了金属液成分,采用超声波等检测方法控制铸件质量。
环保执法力度日渐加强,迫使铸造业开始重视环保技术。沈阳铸造 研究 所等开发了大排距双层送风冲天炉和冲天炉除湿送风技术;我国初建铸造焦生产基地,形成批量规模。铸造尘毒治理、污水净化、废渣利用等取得系列成果,并开发出多种铸造环保设备(如震动落砂机除尘罩、移动式吸尘器、烟尘净化装置、污水净化循环回用系统,铸造旧砂干湿法再生技术及设备、铸造废砂炉渣废塑料制作复合材料技术和设备等)。
商品化CAE软件已上市。一些大中型铸造企业开始在熔炼方面用计算机技术,控制金属液成分、温度及生产率等。成都科技大学研制成砂处理在线控制系统,清华大学等开发了计算机辅助砂型控制系统软件,华中科技大学成功开发商品化铸造CAE软件。
铸造业互联网发展快速,部分铸造企业网上电子商务活动活跃,如一些铸造模具厂实现了异地设计和远程制造。
铸造专家系统 研究 虽然起步晚,但进步快。先后推出了型砂质量管理专家系统、铸造缺陷 分析 专家系统、自硬砂质量 分析 专家系统、压铸工艺参数设计及缺陷诊断专家系统等。机械手、机器人在落砂、铸件清理、压铸及熔模铸造生产中开始应用。
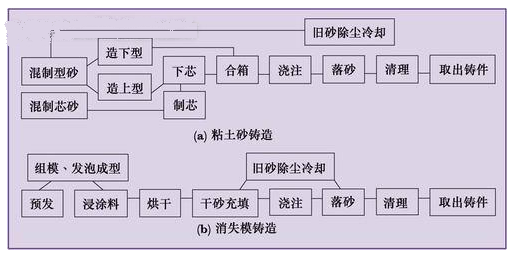
第二节 产品工艺特点或流程
消失模铸造LFC工艺流程图
熔模铸造工艺流程框图
| 工艺设计 | ||
|---|---|---|
| 压型设计 | ||
| 压型制造 | ||
| 模料制备 | ||
| 制熔模及浇注系统 | ||
| 熔模组合 | 模料 | |
| 回用 | ||
| 涂(浆)料制备 | ||
| 重复 | 上涂(浆)料及撒砂 | |
| 数次 | 硬化剂制备 | |
| 型壳干燥、硬化 | ||
| 熔失熔模(脱蜡) | ||
| 型壳焙烧 | ||
| 合金熔化 | ||
| 浇注 | ||
| 脱去清 | 检焊热 | 喷二入 |
| 处 | 砂次 | |
| 冒 | 精检 | |
| 壳口理 | 验补理 | 整验库 |
| 浇冒口及废品回用 |
上一篇:智能水表技术工艺发展趋势分析
下一篇:液压软管技术工艺发展趋势分析