



第一节 某二甲醚项目 行业 投资 分析
一、投资二甲醚项目的市场 分析
二甲醚属于煤基燃料,在原油价格越来越高企的现状下,此类替代燃料有非常好的发展前景。二甲醚生产技术成熟、原料来源可靠,应用便利,都是生物柴油、玉米乙醇等其他替代燃料所不具备的。假如能保障低价而稳定的甲醇原料供给,则二甲醚燃料价格优势明显,在民用燃料领域相比于液化气在经济性和环保性上有竞争力。
近年来我国二甲醚生产发展迅速,目前有20多家生产企业,总生产能力每年约为12万吨,已经占到全球二甲醚产量的一半以上。但生产呈小规模、分散化状态,仅有山东久泰、四川泸天化两家实现了2万吨产量。民用部分主要是掺入石油和掺入液化气,约占8万吨-9万吨左右。工业上主要用于制造发胶和各种喷雾剂,约占1万吨-2万吨左右,主要作为气溶胶、气雾剂和喷雾涂料的推动剂、合成硫酸二甲脂等。随着我国石油消费的迅速增长,二甲醚作为一个清洁型的替代石油能源和良好的掺烧能源渐渐得到市场的青睐,目前华东、华南液化气公司对二甲醚的需求量很大。
二、二甲醚生产的工艺方法选择及投资经济 分析
1、生产方法
工业上制取二甲醚的生产方法主要有以下四种:
(1)甲醇脱水法;
(2)在生产甲醇时作为副产物经分离,精制而得到;
(3)合成气直接合成二甲醚(发展方向,目前正进行工业装置的中试阶段);
(4)甲酸甲酯催化分解;
现阶段大多数工业生产都采用甲醇脱水法,该法有如下技术路线:
A、以浓硫酸脱水反应
B、添加磷酸铝高温反应
C、催化反应
在以上三种技术中,浓硫酸脱水反应的方法,设备腐蚀严重,操作条件差;磷酸铝高温反应的方法,甲醇转化率及二甲醚的选择性均较低。而改性固体酸催化的方法,虽然温度和压力条件要求较低,生产控制比较容易,便于连续化工业生产,但甲醇蒸汽与固体催化剂表面接触面积有限,存在转化率低,二甲醚气体与反应气不易分离等缺点。针对以上情况,阳离子型液体催化反应法是近几年成功开发的一项专利技术,它采用“液-液-气”工艺路线,甲醇分子与催化剂分子接触充分,因而转化率高,二甲醚气体极易脱离液相。而且投资少,能耗低,收率高、成本低,且具较强的市场竞争力。
2、反应特点
该方法的特点为:
(1)催化剂的再生与反应过程是同步的,即在产气的同时就完成了催化剂的再生。
(2)液体甲醇在较低温度(<130℃),较低压力(<0.1MPa)条件下脱水。
(3)反应平和稳定,能耗少,易控制。
(4)无污染、无腐蚀。
由于采用了阳离子型液体催化剂,因而和其它工艺路线相比,投资省,工艺简便易行,无需增加再生工序和装备,而且能大大提高产品质量。
现有技术是采用“气-固-气”工艺路线,甲醇气体与固体催化表面接触有限,因而转化率低,而且二甲醚气体与反应气(合成气)不易分离,而液-液-气工艺路线,甲醇分子与催化剂分子接触充分,因而转化率高,而且二甲醚气体极易脱离液相,因而易于分离提纯。
3、工艺指标
阳离子型液体催化剂甲醇液相脱水制二甲醚的工艺指标如下:
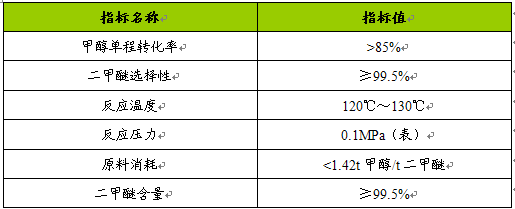
甲醇液相脱水制二甲醚的工艺指标
4、工艺流程简述:
(1)在反应器内先装入阳离子型液化催化剂,然后按照理论配比将原料甲醇通过水加压输入反应器进行反应,将其物料加热到120℃~130℃,反应器压力升到0.1Mpa,完成酯化、脱水反应。
(2)将原料甲醇继续以慢速流量加入反应器内,使反应器温度维持到125℃左右,釜内压力升到0.2MPa时一部分水蒸汽和未反应的甲醇随产生的二甲醚气体一起进入冷凝器冷却。
(3)在冷凝器内,将二甲醚气体从反应器带来的水蒸气和部分未反应的甲醇蒸汽冷凝后进入回收釜内。
(4)未反应的甲醇和冷凝水,进入回收釜内加热,使其温度保持在70℃~95℃之间,维持一定的真空度,此时甲醇气体携带回收釜内的少量蒸气到冷凝器,使甲醇蒸汽冷凝成粗甲醇送到反应槽。回收釜内留下的物质就是废水溶液,再将这部分废水送入废水处理池处理,达标后排放。
(5)二甲醚气体进入洗涤塔Ⅰ除去多余杂质,再进入洗涤塔Ⅱ,通过塔板上的填料层进一步出去水份后进入干燥塔,通过干燥塔进一步除去水份,将此二甲醚气体压缩至0.4MPa~0.6MPa(表压),经过油气分凝器以除去杂质,冷却到常温即得二甲醚液体。将此二甲醚液体送入提纯塔提纯,经压缩冷却后得到精二甲醚产品。
三、最优化组合投资途径 分析
在我国目前“煤多、油贫、气少”的能源格局下,国内气基甲醇、油基甲醇、煤基甲醇厂家纷纷希望上马煤基二甲醚,以实现“甲醇-二甲醚”两条腿发展战略。“甲醇-二甲醚”工艺不复杂,技术上也很成熟,经过脱水工艺之后,甲醇就可以变为二甲醚。一旦未来几年甲醇销路不好,甲醇企业可以把部分甲醇脱水制成二甲醚;而一旦二甲醚市场推广受阻,企业则以销售甲醇半成品为主,这样就形成了一个“甲醇-二甲醚”的新型发展思路。
发展“甲醇-二甲醚”合成工艺,把二甲醚和甲醇合成技术捆绑在一起,还可以在技术引进时减少大量的投资和专利费用,也符合未来煤气多联产综合发展的战略。
国家发改委鼓励适当开发煤基二甲醚,已成为未来大力发展煤化工产业以减轻对石油依赖的一个重要方向,同时也是规避甲醇市场饱和风险的一个重要手段。一方面,二甲醚具有替代石油作为汽车燃料的可能性和优越性,由单纯的甲醇生产转向甲醇脱水生产二甲醚有着更好的效益,也符合目前我国增加自产燃料能源的迫切需要。另一方面,二甲醚可以作为一种清洁的家庭燃料,但相对价格比甲醇更经济,燃烧比甲醇更充分,更加环保。因此,无论是从市场供需关系的考虑,还是从替代能源开发的角度出发,在未来的煤化工发展战略中,二甲醚作为甲醇的下游产品应用有着非常重要的地位,从国内外的甲醇和二甲醚市场以及消费 分析 看来,“甲醇-二甲醚”合成工艺发展,是一条值得探索的路线。
第二节 2008-2012年二甲醚 行业 投资机会
一、二甲醚 行业 区域投资机会
二甲醚投资区域选择主要考虑二点:
一是靠近原料产地,从而降低原料成本,即煤炭产区。
二是靠近消费市场,从而降低运输成本。国内未来二甲醚消费市场主要集中在华南地区、华东地区。
二、二甲醚出口市场投资机会
目前二甲醚市场国内需求巨大,国内产能还不足以满足需求,而且二甲醚运输成本较高,不适于出口。
三、二甲醚企业的多元化投资机会
二甲醚企业进行多元化投资可以考虑以下二方面:
一是原料投资,生产配套甲醇项目或煤炭项目;
二是对于生产民用燃料二甲醚的企业可以进行分销渠道建设,比如加油站。
第三节 2008-2012年二甲醚 行业 投资风险展望
一、宏观调控风险
只有国家在投资、税收等方面制订倾斜政策,二甲醚作为新能源才有可能发展起来。目前二甲醚建设项目的投资多是企业自筹、地方和国家配套贷款、国外企业投资和政府贷款。这三种方式都无法保障二甲醚的大发展。二甲醚生产设备的投资额虽然高,但大从国家能源安全考虑,小从市场需求看,高额投资是值得的。一个年产20万吨左右的二甲醚联产发电项目的投资大约近20亿元,投资收回的周期应该是8-10年。国家有关机构从扶持清洁能源的角度对二甲醚项目建设的配套贷款给予倾斜支持;项目建成投产后,在税收上给予减免。即使是有限的贷款与税收减免的数额,也能突出国家调控的态度,它是帮助清洁能源产业发展壮大的必要手段。
第四节 2008-2012年二甲醚 行业 投资策略与建议
由于近年二甲醚在建项目很多,预计2009-2010年将迎来二甲醚产量的高峰。所以企业拟投资二甲醚 行业 时,应全面考察原料及消费市场情况,做好项目可行性 研究 ,从而把风险降至最低。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。