



第一节 汽车顶棚内饰产品分类与构成 分析
一、汽车顶棚内饰产品 行业 产品分类标准
1、汽车软顶
软顶一般由面料和泡沫层用层压法或火焰法复合在一起。面料多数为无纺布机织布或PVC 膜等材料制造。泡沫层用聚氨酯或交联聚乙烯泡沫制造。面料起装饰作用,其颜色及质地要与车身内饰颜色和质地相协调。泡沫层起隔热、隔音、吸音、减振作用。
软顶的安装一般分两种:粘贴型和吊装型,用于货车、面包车和低档轿车上。
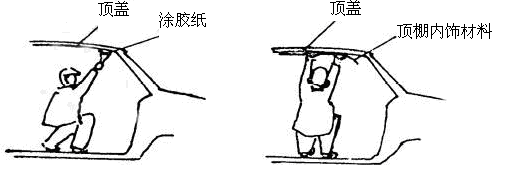
软顶的粘接有滚涂法和预涂法两种。用于滚涂法的粘接剂是氯丁橡胶,在施工现场工人手持蘸满胶的胶滚或胶刷,将胶均匀涂在顶盖的内表面上,晾置几分钟后,将软顶粘贴在指定位置上(见图)。 用于预涂法的压敏粘接剂是在生产软顶时,预涂在软顶的背衬上,用隔离纸将胶膜覆盖,以便包装和运输。在施工现场工人揭去隔离纸即可将软顶粘贴在指定位置上。哈飞6373 车软顶是采用滚涂法粘接的,哈飞6330E 车软顶是采用预涂法粘接的。其优点是操作简单,成本低。
汽车软顶预涂法及安装图
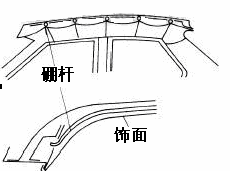
吊挂软顶的结构见图所示。软顶饰面的背面缝有几行吊挂用的布袋或细绳,并同时配备软顶安装用细杆,该细杆弯曲成与金属顶盖断面相似的曲线。安装时,先将细杆穿过软顶背面的布袋,再将这些细杆固定在顶盖横梁上。饰面的周边用粘接剂粘到内护板和前风窗胶条上。
其优点是质量小,成本低,但软顶与金属顶盖间隙大,占用室内空间;布袋与饰面连接处上凸,行车时软顶振颤,整体装饰效果不理想。
汽车吊挂软顶结构图
2、汽车硬顶
随着我国汽车工业的发展,软顶已逐渐被成型硬顶所替代。
成型硬顶主要由饰面,泡沫层和基材三层组成,利用大型成套生产设备,用热压成型法将它们复合成一个整体,成为具有一定刚性和立体形状的内饰件。
成型硬顶的安装分为粘接式与镶嵌式两种。
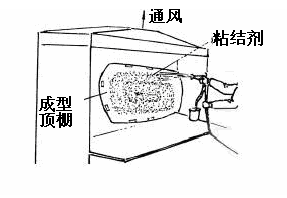
成型硬顶的粘接是在施工现场工人手持喷枪,直接将粘接胶均匀地喷涂在硬顶背面的粘接区域内,根据工艺要求晾置一段时间内,再粘贴在金属顶盖上(见图)。
汽车成型硬顶的粘接图
镶嵌式安装分前、中、后及周边四部分。一般情况下,前部的安装点靠左右遮阳板和地图(驾驶员)灯固定装置实现,中部靠左右乘员把手和乘员灯安装点实现,后部则用塑料卡扣固定在顶盖后横梁上(见图5)。
汽车硬顶镶嵌式安装图
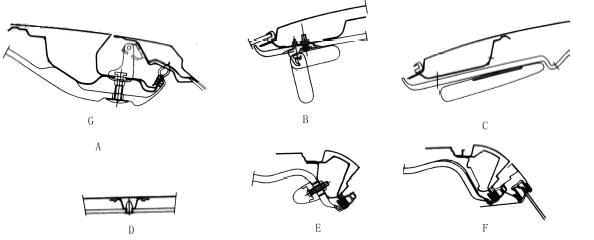
A 硬顶前部与车体安装(Y=0 处地图灯安装点);B 硬顶前部与车体安装(遮阳板安装点);C 硬顶
前周边与车体安装;D 硬顶中部与车体安装(用卡扣安装在顶盖横梁上);E 硬顶中部与车体安装(把手安装点);F 硬顶侧周边与车体安装;G 硬顶后周边与车体安装;成型硬顶的加工方法与使用性能主要取决于其材料性质。以往多数采用高压聚乙烯发泡材料制造。高压聚乙烯发泡材料具有无毒、质量轻、耐冲击、机械性能好、柔软性好等特点,但其成型性能差。目前,汽车顶棚采用多层材料复合成型的整体硬顶,由基材+缓冲隔热层+表皮层叠一体成型。基材可采用PU 发泡片材、PP 发泡片材、瓦楞纸、浸渍树脂的再生棉或玻璃纤维等,缓冲隔热层采用硬质聚氨酯泡沫塑料板,表皮材料主要采用织物、TPO 或PVC 膜。
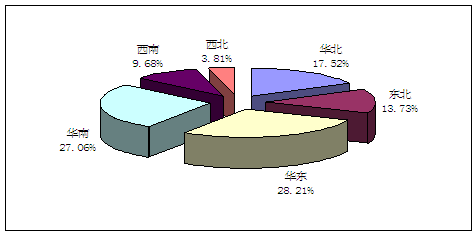
二、汽车顶棚内饰产品国内市场份额
汽车顶棚内饰产品国内市场份额
第二节 国内汽车顶棚内饰产品 技术工艺 应用 分析
1、汽车顶棚的结构通常由蒙皮和衬垫组成,都属于内饰系统范畴。
汽车顶棚的作用主要有:隔热、隔音和吸音,同时还需要对乘员的头部有保护作用,并不是简单的为了隔音和吸音,其实内饰的设计是很讲究的。
一般来说,不变形的材料不能吸能,承受的力随着变形量的增加而增加的些材料也不能在碰撞的全过程中保护乘员。有些材料虽然满足力和变形的要求,但是它的反弹力很大,吸能的能力很差,也不适合做内饰。人体各部分有不同的伤害指标,因此汽车内部与人体接触部位不同的地方要采用不同的内饰材料。顶棚的材料应选择与人的头部相配的材料,要经过试验和 研究 来确定。
要取得隔声降噪的良好效果有三个方面,一是顶棚材料要有隔离车外噪声声波作用于金属顶盖,激发金属顶盖振动产生的噪音;二是减少由于金属顶盖与顶棚内饰之间装配不良引起颤动发出的噪音;三是对窜入车厢内的噪音进行衰减。
在车身设计时通常采用隔声、吸声办法降低车内噪声。顶棚构件与金属顶盖之间要有牢固的接合,顶棚基底的材料要能阻断声波穿透。顶棚内饰要能吸收辐射到其上的声能,减弱反射声能。常采用多孔吸声材料。
对于车内噪声的风噪和路噪部分,主要的处理方法就是隔声加吸声。
2、常用的硬顶材料应用及设计
1)热塑性基材
此材料经烤箱加热软化后,在常温模具中受压冷却后成型,面料可在成型前与基材复合好,也可在成型时复合面料。
(1) 聚苯乙烯材料
聚苯乙烯泡沫板材两面各复合上一层HIPS 后,得到的有较高刚度的复合材料。PS 基材质量轻、成本低、成型自由度高。但其隔音效果差,且热变形温度较低。另外PS 泡沫提内残余物在加热过程中生成的气体可聚集于HIPS 下,形成气泡,造成次品。
由于PS 受多种溶剂溶解,因此不利于使用溶剂型粘接剂与表皮面料粘接,它的较低软化温度也不利于使用热熔敷,而水基胶强度较低。
(2)聚氨酯材料
汽车用硬质聚氨酯结构泡沫是指高密度、光滑而坚韧的外表皮与低密度泡沫芯同时形成整体的泡沫塑料。这种材料具有良好的强度与硬度,低密度泡沫芯使它保留质量轻、导热系数小等优点。
聚氨酯基材是指无纺布/玻纤/胶膜/热塑性聚氨酯泡沫/玻纤/胶膜复合成的多层复合材料。该材料的压形工艺与压形模具与PS 材料基本相同,但软化温度较PS 高,加工温度范围较PS 宽,工艺性能较稳定,压形出模后回弹和收缩率极低PU 基材由于比强度高,面密度小,耐热性好,尤其是隔音隔热效果好,已得到广泛应用。
(3)聚丙烯
用于汽车顶盖内饰的聚丙烯要求具有较高的耐热性、耐划伤、耐冲击、刚性高(超高流动性——不翘曲、不变形)、耐老化性能好的特点。
(4)聚丙烯蜂窝材料
聚丙烯蜂窝基材是一种中空板材,比强度大大提高,保温隔音效果改善。PP回收再利用方便。从环保及资源再生上讲优势较大。其缺点是出模后收缩率达1.4%,且回弹较大。
(5)聚丙烯/玻纤材料
用玻璃纤维填充PP 薄板。它与PP 基材压形工艺基本相同。复合面料可利用热熔敷。
(6) 热塑性聚烯烃弹性体TPO
TPO 作为汽车内饰表皮材料,具有以下优点:
① 密度小,比ABS/PVC 轻量化22%~28%。
②不含增塑剂,不含氯元素,因此无污染。
③ 材料耐热性比ABS/PVC 好,使用温度可达130℃。
④耐候性、耐老化性好。
⑤有利于材料回收利用。
2)热固性基材
是以酚醛树脂为基材,其成型为热模压型,即将酚醛树脂、填料按比例混合后,放入高温模具中,交联固化成型。热压成型时能耗较大,而且有较刺激气味。
填料:天麻纤维、木纤维、回收的棉纤维与回收的化学纤维等。
其优点是形状稳定,耐热性好,强度高,又可以回收利用。但它的价格太高,专业投资大,成形周期较长。随着其应用前景将更广阔。
由于顶棚材料难于回收利用,因此轿车的成型硬顶考虑用PP 瓦楞板+PP 发泡片材+ TPO 层压成一体。
面包车和低档轿车的成型硬顶可采用GMT 片材冲压成型后植绒。
3、汽车顶盖内饰的隔音隔热设计
在现在的汽车设计中,安全环保是两大主要要求。噪声是公认的环保杀手。汽车行驶过程中,来自车顶的噪声主要来源于:①车外噪声声波作用于金属顶盖,激发金属顶盖振动,并向车内辐射,这种辐射强度与顶盖的隔声能力有关;②金属顶盖与硬顶之间相互颤动。
当直接从声源上治理噪声受到限制时,相对于以上两种噪声情况,在车身设计时通常采用隔声、吸声和阻尼相结合的办法降低车内噪声。对传入车内的噪声可以采用吸声处理,利用车身内饰做吸声材料,吸收辐射到其上的声能,减弱反射声能,从而降低车内噪声。
采用多孔吸声材料,其机理是当声波射到材料表面的空隙,引起空隙内空气中材料微小纤维振动,由于内摩擦和粘滞阻力,使相当一部分声能转化为热能,开孔壁吸声材料,这种材料的特点是在小孔背面保持一定的空气层,主要吸收中、低频率噪声使其产生共振而消耗能量,通常与多孔性材料配合使用,如:汽车顶盖内饰,背面常粘有泡沫或再生毡、废纺毡。
硬顶后部与车体间减振隔音设计
第三节 国外汽车顶棚内饰产品 技术工艺 应用 分析
国外汽车顶棚内饰以安通林为主要代表企业,其主要生产工艺为热固(湿法)轿车顶棚生产线,意大利PIAN FEI公司的轿车内顶棚生产线也是目前国际上先进的生产线之一。
安通林的重要汽车零部件产品之一,安通林在Hopkinsville厂开发的顶篷生产的快速装配工艺流程如下:
多数情况下,顶篷供应商必须按汽车生产厂家装配线上汽车下线的先后顺序提供顶篷,这个标准就是所知的线内汽车顺序(ILVS)。精确的ILVS对汽车工业来说是至关重要的,而不准确的排序则会导致装配线停链,而停链则会造成上百万元的损失。
为了保证ILVS标准,Grupo Antolin开发了顶篷生产的快速装配工艺,保证安装汽车顶篷的所有部件都包括在顶篷的衬底中。这套流水线实现在生产线上一次完成对顶篷的装配,减少了生产时间和生产费用。
顶篷装配工艺自Grupo Antolin从汽车生产厂家接收到电子数据交换(EDI)数据文件开始,EDI文件中有要装配和运输的成品顶篷库存单元(SKU)数量。计划程序用来确定最大顶篷SKU需求并建议应当采用哪种顶篷模具来生产顶篷衬垫。
接着内衬进入到一个大的压模机中,并被压成汽车轮廓的形状。在顶篷内衬压制成型后,RPT射流机器人把压制好的内衬进行切割,并在上面为顶灯、衣挂、空调口和其它用途打出预留口。在喷水器内有一套Opto 22 SNAP无线LAN I/O系统,用于发送和接收RPT机器人和Connect ControLinc软件之间的串行和数字信号。
当内衬从喷水器壳内弹出时,RPT射流机器人给SNAP无线LAN I/O系统发送一个数字信号,表示部件已经弹出。机器人同时还转换一包含SKU数和线ID信息的串行字符。ControLinc通过无线网络连续监视这些工作、变换时间/日期印章,并自动向数据库中写入记录,以增加现有SKU的库存量。ControLinc打印出系列化的SKU标签并通过SNAP无线LAN I/O系统向PRT机器人发送数字信号,确认已成功地接收信息并完成标签打印。内衬接着会被放到顺序架上并送到后部电线组装站中。
这时,顶篷内衬到达了装配固定器中。显微扫描定位扫描仪读取SKU标签后把信息传送给Opto 22 SNAP无线LAN I/O系统。ControLinc把扫描的信息与顶篷SKU的材料单进行对比,根据对比结果,ControLinc通过SNAP I/O系统传送二进制代码,告诉机器人使用哪种型号的胶水。同时,ControLinc也会传送数字信号使”pick-to-light” bin指示需要安装什么样的电线。装配工人把指定的电线从指定的箱中取出并把它放在机器人的胶上,安装前电线时也采用同样的方法。
现在顶篷半成品放到传送车上并运输到下一个装配站,在这里也重复进行类似的数据收集和装配工作。在装置的每一阶段,当扫描仪读取顶篷SKU条纹码数据后,SNAP I/O系统向界面提供该信息并传送回ControLinc,这样就可以确定合适的装配顺序并发送需要执行的命令。
在把顶篷送去进行最终的检验之前,需要检查顶篷的装配是否正确。这时,前、后电线被插到试验块中并进行闭合试验,顶篷SKU标签需要进行扫描并检验电线、帽舌和灯。
最后,顶篷成品被送到分级区,操作人员检查运输箱的标签和顶篷SKU标签,以确保它们匹配,这时顶篷可以运输出厂了。
第四节 我国汽车顶棚内饰产品技术应用成熟度解析
汽车顶棚内饰产品技术应用成熟度
| 工艺 | 成熟度 |
| 干法 | 成熟 |
| 湿法 | 较为成熟 |
上一篇:球罐制造行业主要产品需求情况研究
下一篇:射频功率电阻器行业产业链分析