



第一节 产品生产技术发展现状
一、铁路用通信信号类电缆的品种
1、各类信号电缆:用于铁路信号系统中有关设备与控制装置之间的连接,可实现部分控制信息的传输及对有关设备的供电。产品执行标准:
TB/T 2476.1~.4-1993《铁路信号电缆》
TB/T 3100-2004《铁路数字信号电缆》
TB/T 3100.1-2004 《一般规定》
TB/T 3100.2-2004 《塑料护套铁路数字信号电缆》
TB/T 3100.3-2004 《综合护套铁路数字信号电缆》
TB/T 3100.4-2004 《铝护套铁路数字信号电缆》
TB/T 3100.5-2004 《内屏蔽铁路数字信号电缆》
TB/T 3100.6-2004 《应答器数据传输电缆》
2、对称通信电缆:用于铁路区间通信。
产品执行标准:
TB/T 1478-1983 《铁路长途通信电缆制式系列及主要技术条件》
TB/T2461-1993 《铁路通信光缆、光电综合缆制式系列及主要技术条件》
3、地铁轻轨专用信号类电缆
由于我国地铁轻轨制式繁多,信号电缆产品没有确定的技术标准。存在几大技术背景支持下的技术体制。
1)西门子信号制式:由DIN0816及德国DLK铁路公司的技术文件为核心。地铁轻轨产品另增加了阻燃等有关的特别的要求。如广州地铁一、二号线、南京地铁等。
2)阿尔卡特信号制式:其有完整的电缆产品配套技术要求,如广州地铁三号线、武汉轻轨等。
3)自有知识产权的系统,以通号集团公司为核心,信号电缆产品与大铁路接近,另增加阻燃等方面的特别要求,如大连轻轨、长春轻轨等。
4)阿尔斯通为上海地铁10号线提供全自动CBTC信号系统(一种基于无线通信技术的列车控制系统)—URBALIS解决方案
5)其它制式,与项目的资金来源有关,如重庆轻轨,采用日本的有关技术,电缆产品参考执行JIS标准。
二、铁路数字信号电缆的结构特点
1、绝缘单线
绝缘单线的绝缘层为皮-泡-皮结构,共有红、绿、白、蓝四种色谱,采用目前国际上先进的三层共挤串联线制造,即导体拉制与皮-泡-皮结构的绝缘层挤制一次完成,实现了产品结构尺寸与性能指标的在线检测与控制的精确制造,其主要优点是:
a.内皮绝缘层能与导体良好的粘接在一起,保证绝缘层的防潮性和粘接牢固性;发泡绝缘层为氮气物理发泡,与传统的化学发泡相比泡孔小而密且互不联通,因而具有很高的发泡度(60%左右),绝缘层的发泡意味着四线组工作电容下降,线路传输衰减常数降低。
b.外皮层使用高密度绝缘料,有良好的耐磨性和机械强度,耐环境老化性能是普通聚乙烯料的10倍以上,从根本上解决了普通铁路信号电缆中存在的绝缘层老化龟裂问题。
c.由于单线颜色母料仅存在于外皮层,绝缘电阻和耐电压击穿强度明显提高,是普通铁路信号电缆的3倍以上。由于单线生产过程实现了计算机在线检测与控制,单线结构尺寸的一致性好,工作线对的直流电阻差降低了50%。
d.绝缘单线制造精度高,有效地提高了产品的电气性能指标。
2、四线组绞合
四线组采用先进的高速星绞机生产,每根单线均为主动恒张力放线,特有的绞合预扭装置、开线器等针对产品性能指标的独特设计,预扭装置能有效地降低因绝缘偏心造成的电容耦合系数,使电容耦合系数达到最小值;精确的扎纱张力即要保证四线组结构的对称稳定性,又不能使皮-泡-皮结构绝缘层变形和损伤;四线组绞合的节距精度、线序、外径控制等均是本工序的关键环节,也是影响产品性能指标的关键因素。
3、四线组单元屏蔽
内屏蔽电缆中四线组单元用铜带纵包实现电磁屏蔽的目的,并沿铜带表面加添了一根铜导线作为排流线,以确保屏蔽层在电缆敷设施工和长期使用中具有稳定可靠的屏蔽性能。
4、成缆
为了改善电缆的串音指标,在成缆工序中合理设计、匹配绞合节距,并实现完全退扭绞合,降低了线间直接系统性耦合,达到减小串音的目的。
多达四种的不同结构、不同尺寸的成缆单元,在绞制过程中如何保证缆芯的圆整、结构稳定、紧凑是成缆工序的关键,同时必须保证缆芯的线序与组序完全正确。
5、电缆铝护套
电缆铝护套为采用氩弧焊技术进行铝带纵包形成铝护套。为了防止铝护套在使用过程中的电化反应,生产过程中对铝护套表面进行涂覆。
铝护套电缆为干线使用电缆,用量最大,因而铝护套工序的产能和质量也是该产品制造过程的关键环节。用氩弧焊技术生产的电缆铝护套,焊接质量稳定可靠,可完全经得起按相关标准进行的弯曲试验、扩口试验和气密性试验。
第二节 产品生产工艺特点或流程
铁路信号电缆的塑料绝缘和护套是采用连续挤压方式制成的,挤出设备采用单螺杆挤出机。在挤出过程中,装人料斗中的塑料借助重力或加料螺旋进入机筒,在旋转螺杆的推力作用下向前推进,同时塑料受到螺杆的搅拌和挤压,并且在机筒的外热及塑料与设备之间的剪切摩擦热的作用下,转变为粘流态,在螺槽中形成均匀连续的料流,在到达机头时,经模芯和模套间的环形间隙挤包于线芯周围,形成连续密实的绝缘或护套层。整个挤出过程可分成3个阶段,即:混合、熔融和均化;挤压成型;冷却和固化。
一、挤出温度的控制
在塑料挤出的过程中,物料聚集态的转变以及物料的粘度都取决于温度,温度对制品的产量和质量影响很大,特别是塑化情况,更能直接影响制品的物理机械性能和外观。为使固体物料熔化成熔体,挤出物的最终温度应大于物料的粘流温度,其上限温度应小于物料的分解温度。
1、若在低温下挤出有如下优点:低温下挤出的物料粘度大,容易保持原来的形状,不易变形;由于挤出物中热能小,所需冷却时间短,可以缩短冷却水槽的长度;此外,温度低还可以减少聚合物降解。
低温下挤出的缺点:挤出温度低,临界剪切应力、临界剪切速率也低,这样易形成熔体破裂,造成表面粗糙,光亮度差。铁路信号电缆通常用聚乙烯,如果聚乙烯在挤出过程中温度过低,其结晶度增大,那么结晶相与无定形相的边缘上产生的内应力就会增大,将导致绝缘或护套后期的开裂。另外温度低,物料熔融段延长,从均化段出来的熔体中会夹杂有固体物料,这些未熔物料和熔体一起成型于制品上,会使绝缘或护套的机械性能和电气性能下降,同时未充分塑化的制品的耐环境应力开裂性比充分塑化的要差。
2、若在高温下挤出有如下优点:表面质量好;机械物理性能好;挤出物粘度下降,流动性好,挤出所消耗的功率小。不过过高的温度将使聚合物的粘度大大降低,不适当的增大流动性容易引起挤出制品的形状扭曲和收缩等。另外,温度高到分解温度附近时还会引起聚合物分解,以致降低产品物理性能或引起外观不良等。因此物料的粘流温度和分解温度一样是聚合物材料进行成型加工的重要参数。
综上,塑料挤出采用适当的低温会比较合适。
二、挤出温度的设置
根据物料物态在机筒中的变化过程,挤出螺杆可以分为加料段、熔融段、均化段3段。根据螺杆各段的工作原理及物料在各段的变化,分别设定各段的温度。
1、在加料段,首先是为颗粒状的固体塑料提供软化温度,其次是以螺杆的旋转与固定的机筒之间产生的剪切应力作用在塑料颗粒上,实现对软化塑料的破碎。而最主要的则是以螺杆旋转产生足够大的连续而稳定的推力和反向摩擦力,以形成连续而稳定的挤出压力,进而实现对塑料的搅拌与均匀混合,并初步实行热交换,从而为连续而稳定的挤出提供基础。在此阶段产生的推力是否连续均匀稳定、剪切应变率的高低、搅拌是否均匀等都直接影响挤出质量和产量,所以加料段应采用低温。该段为输送段,要产生足够的推力才可以将料向前推送,温度过高的话,塑料就会过早熔融,形不成“固体塞”,易导致塑料分解,还会造成挤出压力波动和塑化不均。
2、在熔融段,经软化并初步搅拌混合的塑料,由于螺杆的推挤作用,沿螺槽向机头移动,进入熔融段。在熔融段的温度要升高,此段热量的来源除机筒外部加热之外,螺杆旋转的摩擦热也起一定的作用。而来自加料段的推力和来自均化段的反作用力,使塑料在前进中形成了回流,该回流产生在螺槽内以及螺杆与机筒的间隙中,不但使物料进一步均匀混合,而且使塑料热交换作用加大,达到了表面的热平衡。由于此阶段的作用温度已超过了塑料的流变温度,加之作用时间较长,致使塑料发生了物态的转变,与加热机筒接触的物料开始熔化,在机筒内表面形成一层聚合物熔膜,当熔膜的厚度超过螺纹顶与机筒之间的间隙时,就会被旋转的螺纹刮下来,聚集在推进螺纹的前面,形成熔池。由于机筒和螺纹根部的相对运动,使熔池产生了物料的循环流动,这样才能保证塑料塑化。
3、在均化段,温度继续升高,塑料在熔融段已大部分塑化,而其中小部分高分子组成尚未开始塑化,这部分未塑化的粒子需要更高塑化温度,因此,均化段的温度升高是使塑料进一步塑化和均化。
4、机脖温度保持均化段温度或稍有升高,因为该处多孔板变塑料的旋转运动为直线运动,并且有滤网的阻挡作用,使料流不太顺畅,温度不宜降低。
5、机头温度应比机脖温度稍有降低,因为熔体在此处有固定表层与机头壁接触,温度高易焦烧分解。
6、模口温度升高能够提高表面光亮度,表面质量好,但模口温度过高,不但会造成表层分解,更会造成成型冷却困难,使产品难于定型,易于下垂自行形变或压扁变形;若温度降低,虽使制品定型容易,但易影响表面质量。
在铁路信号电缆实际生产中,通常用到不同密度的聚乙烯,尽管不同密度的聚乙烯挤出温度控制的高低不一,但有一个普遍的规律:即从加料段起到模口止,都有一个温度从低到高再到低的变化规律。如果挤出过程中温度控制的不合适,塑料绝缘或护套就会产生很多缺陷,影响电缆的表面质量。
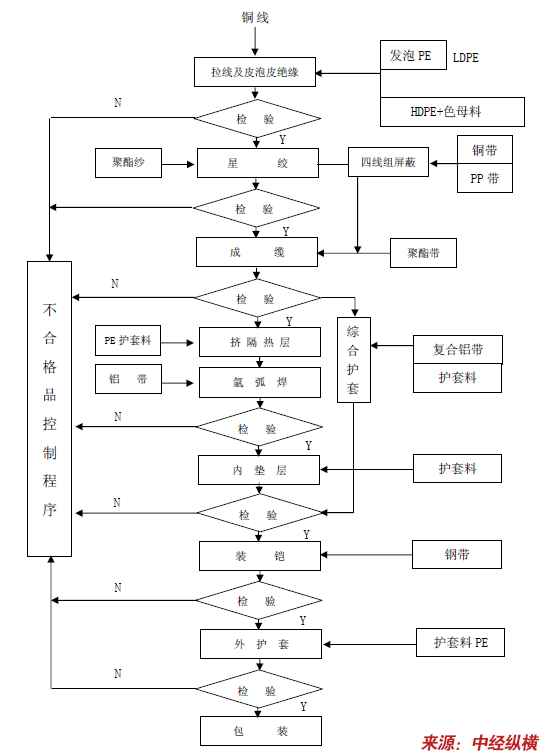
铁路信号电缆工艺流程 分析
第三节 国内外生产技术发展趋势 分析
一、铁路用信号电缆
随着铁路的高速发展,对铁道通信信号提出了更高的要求,通信信号向着现代化、数字化的方向发展,相对于电线电缆来说,也要走向数字化,铁路数字信号电缆(SPT电缆)应运而生。
铁路内屏蔽数字信号电缆,它是与ZPW-2000A系统相配套的电缆产品。具有损耗、衰减小,传输容量大,信号传输平稳等的诸多优点,是传统信号电缆向数字化迈进的重要一步。该系统用国产内屏蔽铁路数字信号电缆(SPTP型)取代原法国ZCO3型电缆,突破信号传输“同频不同缆”的限制,减小了铜导体线径,减少备用线组,加大传输距离,使系统性价比大幅度提高,显著降低工程造价,方便施工及后续维护。长途低频对称通信电缆也可以在铁路改造中大显身手。铁路数字通信信号光电综合缆、综合护套铁路数字信号电缆、铝护套铁路数字信号电缆、计轴综合电缆、综合屏蔽信号电缆也都可以应用在铁路通信信号领域。其中计轴电缆可以应用在计轴叠加双轨自动闭塞系统中。另外,按照铁路提速要求,信号和通信系统的传输通道点式应答器数据传输电缆、单晶铜音频电缆、安放漏泄同轴电缆、GSM-R铁路数字集群无线通信专用漏泄同轴电缆等铁路专用电缆也将被大量采用。
电力牵引用的接触线(电车线)在电气化铁路、城市轨道交通(地铁、轻轨、无轨电车)、工矿电气运输和起重系统等领域有着广泛应用。目前我国接触线的年用量约在5000t左右。我国铁路电气化,尤其准高速和高速铁路的发展为生产和即将生产优质价廉接触网导线及相关配件的产业部门带来极大的机遇和挑战。
轨道应答器电缆是一种沿轨道敷设的增强型信号铜缆,用于传输列车位置、长度、车厢节数等重要信息。这些信息将由自动列车控制(ATC)系统收集,并通过异频雷达收发机(即“轨道应答器”)传递给司机和列车控制中心。随着铁路交通流量的不断增大,轨道应答器电缆在维持高度安全性方面起着重要作用。
需要新开发的与轨道电路数字化、站内提速及重载配套电缆,以及用于磁悬浮高速列车宽频数字移动通信、高速铁路的车地通信的专用电缆,也将有诱人的市场前景。
铁路机车用综合控制屏蔽电缆不但有良好的环保性、柔软性、耐高温、阻燃等特点,而且还引用了新的设计思路,采用两层屏蔽结构,避免了外界电力场、信号对该电缆传输的信号干扰,同时其内部产生的电力场也不会对自身传输的信号以及外界信号产生干扰,从而保证了自身传输信号与铁路沿线众多信号的共有。
二、城市轨道交通
目前我国正处于轨道交通建设的繁荣时期,中国已经成为世界上最大的城市轨道交通市场。
城市轨道机车用电线电缆主要是阻燃型,这是就其安全性和工作环境所决定的,这就为各类阻燃型电线电缆提供了广阔的市场。地铁区间隧道、地铁车站、设备安装、消防等建设则需要大量的电力电缆(轨道交通通常采用强电方式进行动力供给)、通信电缆、隧道特殊用电缆以及漏泄和射频电缆等。隧道和地铁车站用照明电线电缆也是一大亮点。
由于地形因素和经济因素等限制,轨道交通通常使用隧道避开复杂地形。当今,TETRA数字集群系统作为机车无线调度系统,必然受到很大程度影响。为了解决这一矛盾,在系统中引入了直放站。轨道交通通常采用强电方式(DC750、DC1500、AC27500或AC25000)进行动力供给,因此,必须考虑强电对漏泄电缆的干扰问题,通过使用漏泄电缆解决隧道中TETRA数字集群系统覆盖。为此,这种漏泄电缆的市场前景是非常广阔的。
适用于南方湿热气候和多蚁环境的高低压电力电缆、低烟无卤电缆、云母带绝缘耐火电缆、矿物绝缘防火电缆、泄漏同轴电缆等,将有良好的市场机遇。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。
上一篇:汽车顶棚内饰产品工艺流程与研发分析
下一篇:世界透平机产业发展分析