



第一节 上游产业发展状况 分析
1、2008年国内线材产量继续增加
由于2007年钢厂新上项目大多集中在中厚宽钢带上,线材作为低附加值产品在产能上没有明显的新增。2008年上半年,国内钢铁企业在焦炭紧张、电力不足等情况下,在排产上较为侧重板卷和合金线材,普碳线材产量均维持在较低水平。正是由于这两方面原因,线材中的普碳材产量增幅十分有限,因此在上半年价格上涨过程中线材的涨势显得强劲有力。据统计,08年1-11月,国内线材产量为7271.04万吨,同比增幅为0.2%。
2008-2009年国内线材产量统计
单位:万吨
2、线材出口保持低位
自2008年1月1日起国家对大部分钢材出口加征关税后,国内线材出口被抑制在较低水平,但从4月份开始,线材出口却呈现爆发式增长。
2008-2009年线材进出口情况
单位:万吨
将出口的线材分类来看,往年出口较少的合金钢线材在2008年成为线材出口中的绝对主力产品。究其原因主要在于2008年国家对于合金钢材出口仍给予5%退税。自2008年2月份后,国内钢厂添加微量硼元素的合金类板卷和线棒产品的产量和出口量双双大幅度提高,成为推动钢材出口大幅反弹的主力品种。而且因存在5%退税,在出口价格上出现了合金钢出口价格低于普碳材价格的怪现象。相比之下,普碳线材出口大受影响,2008年4月后随着合金线材出口持续走高,普碳线材月出口量呈逐步萎缩趋势。
3、线材价格走势
2008-2009年线材价格走势
4、2009年线材市场走势展望
一是市场需求的刚性强度不会减弱。最近以来,我国为应对全球性金融危机带来的影响,连续出台拉动内需、保经济增长的一系列宏观控制政策和措施。诸如4万亿投资规模,主要用于关系到民生的基础设施建设,各地政府也纷纷宣布大规模投资计划。据统计,目前各省市的投资总额已经超过18万亿,而这些投资主要投向公路、铁路、城市轨道交通、港口、机场、保障性住房、农田水利基础设施,等等,对螺纹钢、线材等建筑钢材需求很大,如随着促进房地产市场健康发展的政策的措施,今后三年每年新增130万套经适房,加大保障性住房建设力度,争取用3年时间基本解决城市低收入住房困难家庭住房及棚户区改造问题。这将是2009年国内线材市场平稳向好的最大的内在支撑动力。
二是市场可供资源增多。从国内线材市场可供资源变化情况来看,2009年的投放市场资源将比2008年有所上升。2008年下半年,由于国内钢材市场风云突变,形势急转直下,价格急剧下降,达到非理性的暴跌程度,众多钢厂面临销售不畅,库存积压,亏损经营的严峻形势,在这种状况下,不少钢厂主动减产限产甚至停产,螺纹钢、线材产量明显减少。但进入2008年11月份,在国家出台拉动内需、力保经济增长的利好政策导向下,线材市场持续疲软、低迷的运行态势逐渐得到改变,价格止跌反弹,从而刺激一批中小型钢厂纷纷恢复生产,并将产能向建筑钢材倾斜。预见在2009年一季度,线材市场供应量将会明显增多。进入2009年下半年,随着内需拉动,开工项目的刚性需求,继续刺激钢厂的产能释放。由此来看,2009年国内的线材资源供应量也将增加。
三是生产成本上升的动力有限。2009年,钢铁原料市场价格不可能出现2008年那样大幅上涨的局面,特别是铁矿石价格绝对不会像2008年这样非理性的暴涨。相反,2009年国际市场的铁矿石价格将明显下降。此外,油价也大幅下降,目前国际油价暴跌,前期已直逼每桶35美元。国内市场的焦炭、矿石、废钢等钢铁原料价格尽管有些上扬,但幅度有限,决不可能像2008年这样屡创历史新高。因而,2009年的线材的生产成本压力不大,不存在“高成本”的状况,成本推动的动力减弱,很难形成“高成本”带来“高价位”的市场运行局面。
四是线材出口形势不容乐观。由于受全球性金融危机的影响,世界经济增速明显减弱,对钢材需求下降,影响我国钢材出口。因此,2009年的线材出口势头不会很好,面临形势严峻。据统计,2008年11月份我国线材出口量为10.9万吨,日均出口量较10月份下降62.04%。不过,从12月24日,国务院总理温家宝主持召开国务院常务会议传递的信息来看,国家高层正在 研究 部署搞活流通扩大消费和保持对外贸易稳定增长的政策措施,其中加大出口产品的退税对钢铁需求增加,以及钢材直接、简接出口都是一大利好,预测2009年下半年钢材出口情况有可能好转。
鉴于上述这利好因素和不利因素,在一定程度上决定2009年国内建筑钢材的基本运行趋势:国家拉动内需,确保GDP的增长,基础设施建设成为建筑钢材市场需求的主力军;各地众多开工项目的刚性需求,对后期建筑钢材市场走稳具有强劲的支撑动力;而生产成本上升的压力减轻,钢厂出厂价格维持合理的水平,市场价格将围绕 行业 平均成本范围内平稳运行,暴涨暴跌的现象不可能再现。
第二节 下游产业发展情况 分析
08年暴发的全球金融危机对轮胎 行业 冲击巨大,尤其是欧美汽车市场的大幅萎缩,使出口依赖性较强的轮胎 行业 大受影响,出口量大幅下降,加剧了国内市场产能过剩的矛盾。
2008年下半年以来,轮胎企业普遍存在开工率下降、库存大幅上升、流动资金紧张的现象,元旦前轮胎 行业 的开工率基本在50%左右。不过子午胎仍保持了较好的发展势头,国内品牌轮胎企业起到了中流砥柱的作用。
2008年1~12月,我国子午线轮胎外胎产量为25744.31万条,同比增长32.73%,轮胎子午化率达到74.3%。
2006-2008年我国子午线轮胎外胎产量统计
单位:万条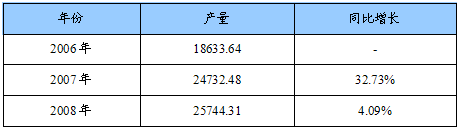
今后几年我国轮胎产业仍将保持快速发展势头,预计2010年全国轮胎总需求量将达到41330万条,年均增长9.3%,其中子午线轮胎32230万条,子午化率为78%,年均增长率为14.6%;2010年我国轮胎的耗胶量预计为420万t,年均增长率为7.9%,其中NR为247万t,SR为173万t,SR比例将提高到41%;由于载重子午线轮胎和工程机械子午线轮胎的发展,钢丝帘线需求量仍将继续扩大。
第三节 产品技术发展现状
钢帘线的生产要求有较高的技术水平,存在着一定的技术壁垒,其生产中各个环节的技术发展现状如下:
1、盘条预处理:将合格的盘条进行表面机械去氧化皮、冲洗;交替式电解酸洗、冲洗、热水洗、涂硼、烘干;收在Φ1000mm的大工字轮上。盘条表面清洁后,涂上均匀一致的硼砂涂层,以利下道拉拔,其线速度为1.5~2.5m/s。
2、粗拉丝:经表面处理的盘条,以大工字轮的放线架牵至多头直线式拉丝机上,经过不同道次的拉拔至Φ2.05mm~3.60mm。其中Φ2.05mm钢丝直接用于高强度级的电镀前的半成品钢丝,其余Φ2.15mm~3.60mm钢丝均至中丝热处理工序。其拉丝速度为8~10m/s。
3、中丝热处理:是采用大工字轮放线,通过热水或电解碱洗去油后,进入燃石油液化气的控制气氛的明火炉,其DV值为72;将钢丝加热到930~960℃然后再在500~560℃的铅浴处理(铅淬火),再冷却后,经无接触式电解酸洗、冲洗、涂硼、烘干后进行大工字轮收线,整个过程采用连续作业线形式工作。
4、中拉丝:将经过热处理、涂层处理后的Φ2.15mm~3.60mm钢丝,按需要经过不同道次拉拔至Φ0.85mm~1.85mm,并缠绕在Φ800mm的大工字轮上。其拉拔线速度为12~18m/s。
5、成品热处理和热扩散电镀黄铜:此道工序是钢丝帘线生产的关键工序。先由大工字轮放线,经过热水或电解碱洗去油后进入采用燃液化石油气的明火炉,控制好炉子的气氛,其DV值为75,确保钢丝表面微氧化(非常重要),以绝对避免钢丝的挂铅,这是保证钢丝性能和生产的重要手段。电镀工序采用新型的热扩散电镀黄铜工艺。钢丝通过电解酸洗、电解碱洗后在焦磷酸铜镀液中(碱性)均匀预镀一层有一定厚度的致密纯铜。经洗净残留镀液后,进入硫酸铜镀液中镀上所需要的铜层。再经洗净残留镀液后,再进入硫酸锌镀液中镀上所需要的锌层,以保证成品钢丝所需的铜、锌比。然后通过电接触式加热,使铜、锌原子相互扩散形成黄铜合金层。再经中压风吹干镀后钢丝表面水份,以利于水箱拉丝。本道工序的工艺要求非常严格,但通过单金属的高速电镀可严格控制铜、锌比,并能满足轮胎 行业 橡胶多方位的粘合体系所需的各种不同的镀层梯度,这是满足橡胶和钢丝粘合的关键问题。
6、检验:经热处理镀黄铜的钢丝,必须经过严格检验后,才能进入下道湿拉工序。其检验项目有:机械性能包括抗拉强度、延伸、弯曲、扭转及扩散后的强度下降率;金相检测包括金相组织及均匀性,镀层扩散的程度,镀层质量及铜锌比例的检测等。并按相应的规定进行统计,评定产品质量的优劣。
7、细拉丝:最终的成品拉丝。将合格的Φ0.85mm~Φ2.05mm钢丝按各种不同要求,采用湿拉方法,通过19~25道模子拉为Φ0.10mm~Φ0.35mm的钢丝。在此道工序须严格控制:拉拔速度12~18m/s、拉丝模的使用、工字轮收线的张力、润滑剂的浓度、温度及其它影响拉拔、粘合的因素,确保钢丝的性能稳定,镀层无损,质量优良顺利进入下道工序。
8、单捻、双捻成型及外绕:将若干根Φ0.10mm~Φ0.35mm的镀黄铜钢丝,按一定结构、排列、捻制要求通过各种双捻机、外绕机进行并线、帘线成型及外绕。钢丝帘线经过一系列关键部件的预、过捻,张力调整控制及修正,以达到一定的直线性、不松散性、低回弹性和所需的残余回转数,确保一系列稳定一至的结构伸长值等工艺技术特性。本工序对操作人员的技术水平、操作经验要求甚高。
第四节 国内外技术未来发展趋势 分析
1、发展高强度钢帘线
该产品可减少轮胎中钢帘线用量,实现轮胎轻量,有利节能。以φ0.20mm单丝为例高强度(HT)的抗拉强度达3250Mpa,超高强度(ST)的抗拉强度达3650Mpa,极高强度(UT)的抗拉强度达3900~4000Mpa。由高强度单丝捻制成钢帘线其力学性能均相应提高,目前高强度帘线(HT)已普遍采用。如2+2×0.25HT,3×0.20+6×0.35HT等。
2、钢帘线的单丝直径加粗,结构简化
这将简化钢帘线的生产工艺,提高钢帘线的生产效率,有利降低成本。如2+2×0.38,1×3×0.30HT等。
3、发展开放型和全渗胶型钢帘线
该类型钢帘线的特点是使单丝间有均匀一致的间隙,有利于渗胶,可提高钢帘线的抗腐蚀性。全渗胶型钢帘线由于在加工制造时,其中一根或数根单丝在合股时经多边形预变形,制成的帘线渗胶性更好,耐疲劳性优良,粘合性能好等优点。1×3×0.30全渗胶型,1+6全渗胶等。
4、发展密集型钢帘线
该产品是由一组单丝按相同捻向、捻距一次成型捻制成的钢帘线。具有制造工艺简单、成本低、效率高;有利于减少钢帘线直径;该结构的单丝间是线接触,有利提高耐疲劳性能。如3×0.22/9×0.20+0.15CC,3/6×0.35HT,0.20+18×0.175CC,0.22+18×0.20CC等。
5、发展高伸长和高冲击型钢帘线
该产品主要用作载重子午胎带束层的外层即保护层,功能十分重要。但由于高伸帘线捻距小,生产效率低成本高。为此,各钢帘线企业根据功能要求,通过加粗单丝直径、加大捻距、简化结构、对钢丝经预变形等,纷纷研发新型的高伸长、抗冲击型钢帘线。如5×0.38HI,5×0.38HEI,5×0.35HEI等。
钢帘线的结构对子午胎性能有着十分重要的影响,在钢帘线与轮胎的配合由于多种因素各轮胎企业选择的结构、规格是不相同的。钢帘线企业应根据产品要求,研制多种新结构钢帘线来满足市场需求。现再将贝卡尔特集团推荐的产品简述如下,轿车子午胎带束层用钢帘线高强度已成为标准,向超高强度发展。规格为3×0.30HTBetru(渗胶型)。卡车子午胎带束层,对9.00和10.00规格轮胎推荐用5×0.38HTBetru和0.365+6×0.35HTBetru;对11.00t12.00规格轮胎采用4+6×0.35HTBetru和4+6×0.38HTBetru(上述有较好渗胶性)。卡车子午胎保护层采用5×0.30HT,该产品由经预变形工艺加工制成,捻距大,渗胶性好,伸长率大,抗腐蚀耐冲击性好,可降低制造成本。对零度带束层推荐采用4×4×0.225HTHE。胎体钢帘线根据轮胎规格推荐采用0.22+6+12×0.20HT,0.22+18×0.20CCHT,0.25+6+12×0.225HT。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。