



第一节 直进式拉丝机
行业
国外技术现状
一、国外主要应用技术
分析
直进式拉丝机在国外应用已有数十年年的历史,在世界范围内直进式拉丝机产量仍持续增长,直进式拉丝机工业仍是一门保持增长活力的朝阳工业。在美国、欧洲等发达国家,直进式拉丝机工业的增长率一直高于这些国家的GDP增长率。
外国直进式拉丝机公司都具有一个完善的生产、销售和售后服务体系,而且有长远的发展战略。他们具有发挥公司内部技术力量的机制,而且拥有良好的运作体系,这些体系充分利用了其国内大专院校,甚至国外人力资源,协作 研究 新工艺、开发新产品、探索新路线、进行生产和科技创新。此外,还有政府出资和 行业 性共同 研究 的开发计划,这些表明国外直进式拉丝机企业已经形成了一个完善的生产、 研究 创新的大型综合体。
外国直进式拉丝机公司都千方百计使生产合理化,力求降低成本。生产中抓住影响产品质量和成本的关键因素来提高竞争力。外国公司将科技创新、开发有自主知识产权的产品作为可持续发展和保持竞争力的一个重要因素。外国公司在科研开发方面的投入是充分的。
二、国外主要国家技术现状
目前国际上拉丝机的设计制造主要有两大指导思想;一个是以意大利、德国、瑞典等欧洲工业发达国家为代表,主张拉丝机向大型、高速的活套式、直线式方向发展;另一个是以日本为代表,主张拉丝机有较高的速度,结合先进的辅助设备,向组合式拉丝机方向发展。
欧洲国家以先进的机械、电气工业体系为依托,首先在拉丝模及其润滑技术和卷筒水冷系统上取得突破,使钢丝的拉拔速度和质量大大提高,其拉丝机主力是活套式、直线式和水箱拉丝机。但我国的具体情况是操作工人的技术水平较低,拉丝润滑剂性能、线材的质量等都不能满足高速拉拔的要求,特别是直流系统电气元件的质量及可靠性使制品厂家感到操作维护困难较大。在目前条件下,我认为我国金属制品 行业 拉丝机的发展不应追求这类高等级的先进拉丝机。虽然它的优点人所周知,但国内的辅助、配套水平,会使这类拉丝机在生产实际中达不到机器的性能指标,造成投资浪费、回收时间过长。
日本在拉丝机设计制造方面,与欧洲国家相比稍有差距,但在辅助设备、简化电气控制系统等方面作了大量工作;它的指导思想是拉丝机首先应做到操作和维护简单、方便,用先进高效的辅助设备来提高拉丝生产效率。它首先在交流变频调速方面取得突破,使拉丝机电气系统变得比较简单、可靠、操作、维护都较方便;另一特点是它主张利用组合式拉丝机,在保证钢丝质量的前提下,尽量降低设备投资。以中5.5大盘重线材为原料的典型工艺为例,其具体作法是:用QB600或QB560滑轮式拉丝机作为开坏机布置在组合式拉丝机的最前端,中间配置QB400滑轮式拉丝机,成品前一道次采用双卷筒式拉丝机,目的是为不停车卸线作准备,并使钢丝在进入成品模时减少扭转次数,而成品卷筒又采用直线式拉丝机,配以双向矫直机构,基本上消除和钢丝在前面道次拉拔中产生的扭转效应;最后配置大型工字轮收线机或其它连续卸线机,以提高拉丝生产线的效率。
第二节 直进式拉丝机
行业
国内技术现状
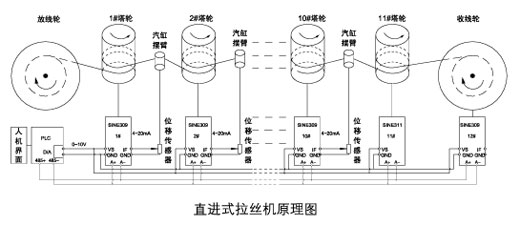
1、直进式拉丝机是由多个拉拔头组成的连续生产设备,通过逐级拉拔,一次性地把钢丝、铜丝、电焊丝等冷拉到所需的规格,并将成品线材收卷,工作效率比较高,设备占地面积小。
2、通过每一级的拉拔后,线材的线径发生了变化,所以每个拉拔头工作线速度也发生变化。根据拉模配置的不同,各个拉拔头的拉拔速度也要变化。拉拔速度的基准是,每个时刻通过拉模的金属线材秒流量体积不变,直进式拉丝机的各个拉拔头的工作速度就是基于以上原理,保证各个拉拔头线速度按比例同步运行。
3、直进式拉丝机各个拉拔头变频器的速度是由主速度和PID微调量相叠加,各个拉拔头在张力平衡杆上安装有位移传感器,用于动态测量各个拉拔头间金属线材的张力,位移传感器输出(4-20mA或0-10V)标准信号,作为变频器张力闭环PID控制的反馈,通过调整各级电机转速,系统保证各个张力检测点的张力恒定。只有在整个拉拔过程中保持每一个点的张力恒定,才能保证多级连续拉拔顺利进行和拉出金属线材的品质。
4、低速点动穿模,运行速度稳定。电机满载起动,起动转矩要达到150%额定转矩,最高线速度20米/秒。
直进式拉丝机原理图
第三节 直进式拉丝机
行业
国内外技术对比
研究
目前国内金属制品 行业 的总体技术水平和装备水平,与工业发达国家相比仍有较大的差距,在拉丝机主机、辅助设备、润滑技术、线材生产、拉丝模质量等方面还比较落后;面对我国金属制品 行业 的实际情况,单纯追求先进的大型、高速拉丝机是不切合实际的,也不可取;对于拉丝机的设计者和制造厂家来说,工作的重点应放在设计、制造运行可靠、操作、维护简单、生产效率较高的拉丝机。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。