



第一节 产品生产技术发展现状
目前,我国钢制履带生产企业数量有限,技术大多从国外引进,经过企业引进、消化吸收、创新,我国钢制履带生产技术有较大的提升。
在履带板生产初期采取传统工艺,生产的中、小型低合金钢铸件,由于批量较大和操作的难度大,通常在铸件清砂前300℃左右热割冒口,然后在砂型中冷却至室温后清理,随后进行热处理。但履带板在清砂前热割冒口,发现冒口下铸件表面部位产生严重的裂纹缺陷。针对此情况,采取完全退火后热割冒口工艺,基本没有发现切割冒口后产生的裂纹。
目前,真空密封造型是较为先进又非常具有发展前途的铸造方法。真空密封造型(V法造型)是将真空技术与砂型铸造技术结合的一种物理造型方法。V法有利于金属液的充型,依照该工艺生产的重型机械履带板锰钢铸件,生产的铸件尺寸精度高、轮廓清晰、表面光洁,表面美观,尺度精度高,经超声波和着色探伤无痕。产品无论在内在质量还是外在质量都有良好的效果。同时,该工艺可大幅度缩短生存周期,提高了生存效率。
第二节 产品生产工艺特点或流程
履带板销轴在服役中承受强烈剪切、冲击、弯曲和扭转作用,同时受到摩擦。销轴通常用45钢制造,经高频表面淬火,淬硬层深度2~3mm,硬度42~50HRC。45钢销轴高频表面淬火其整体力学性能较低,在使用中常发生早期剪断失效。为提高履带板销轴的使用寿命,改用20SiMnA钢制造,用下图所示工艺进行低温渗碳-2高温淬火处理,收到了显著的效果。
1、20SiMnA履带板销轴低温渗碳-高温淬火热处理工艺
20SiMnA履带板销轴低温渗碳-高温淬火热处理工艺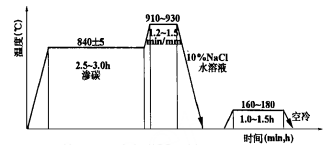
注:
1)渗碳淬火加热用RJJ-25-9TG井式气体渗碳炉;
2)10%NaCl水溶淬火槽通压缩空气搅拌,水温≤30℃;
3)回火用硝盐炉—50%KNO3+50%NaNO2,另加5%~10%H2O。
2、不同热处理工艺对比
不同热处理工艺对20SiMnA销轴使用性能与寿命影响
| 热处理工艺 | 表面硬度(HRC) | 心部硬度(HRC) | 寿命行程(km) | 破断吨位(t) | 失效形式 |
| 高频表面淬火 | 42~50 | 20~23 | ≤5000 | 45 | 剪断 |
| 表面渗碳中温淬火 | 48~55 | 21~23 | <10000 | 55 | 剪断 |
| 低碳马氏体高温淬火 | 42~46 | 42~43 | >30000 | 86 | 疲劳龟裂 |
| 复合强化淬火 | 50~55 | 43~44 | >50000 | 105 | 磨损、疲劳 |