



第一节 DTY的定义
DTY(Draw texturing yarn )拉伸变形丝,是在加弹机器上进行连续或同时拉伸、经过加捻器变形加工后的成品丝。(立项报告)

第二节 DTY的生产工艺
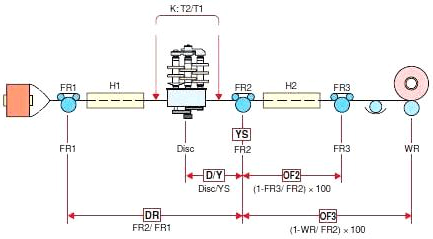
工艺条件主要是加工速度(YS)、牵伸比(DR)、速比(D/Y指摩擦盘的表面速度与丝条离开假捻器的速度之比),K值(解捻张力与加捻张力的比值)以及三个超喂OF2%、OF2A%、OF3%和两个热箱温度第一热箱(H1)、第二热箱(H2)。
下图为几个加工条件的关联图:
1、热箱温度(H1和H2)及冷却板
一般第一热箱的温度在170℃-185℃左右,它是由真空密封联苯蒸汽和电加热复合加热。定型区主要是第二热箱又叫定型热箱,是非接触型空气加热,它是由热媒加热的,它的温度在140℃左右(比第一热箱温度低30℃左右)。他的作用是对加工后的丝条进行定型,因此第二热箱温度提高,丝条的卷曲率(弹性)下降,沸水收缩率降低。因此加工高弹丝关闭第二热线温度即可。
第一热箱的下方是冷却板其主要固定丝条的热变形、降低其热塑性,以使丝条具有一定的刚性,更利于捻度的传递。如果冷却不佳(或不均匀),则纤维在假捻过程形成的卷曲结构就不均匀,进而影响染色均匀性,导致染色降等。
2、牵伸比及速度(超喂率)
牵伸比是第二罗拉与第一罗拉的速度比(DR=FR2/FR1),一般计算拉伸比是以原丝的丹尼/加工后丝的丹尼,而考虑临界拉伸的一个因素,实际拉伸比小于等于计算拉伸比乘以1.1 随拉牵伸比的增加,丝条的强度增加、伸度下降。然而拉伸比较低致使在假捻器下方捻度不能全部消除,有可能使纤维粘在一起形成紧点,牵伸比过高则处于假捻器下方的丝条呈较松散的状态,由于过大的张力而易形成毛丝,所以设定牵伸比的时候除应考虑强、伸度指标外,还应注意观察张力变化情况,使毛丝、紧点均较少。
加工速度就是第二罗拉的速度,设备最快速度(临界速度)可达到1500 m/min,一般加工速度要比临界速度低15%-20%,但由于原丝的品质等各种原因,一般速度在550-750左右。加工速度大,丝条假捻张力大,丝条与摩擦盘接触的压力变大,丝盘间的滑移变小,卷曲率和卷曲稳定性大,但是将会出现毛丝。与车速相关的三个超喂: OF2%、OF2A%、OF3%。OF2%(定型超喂)、OF2A%和OF3%(卷绕超喂),超喂率影响纱线的强伸度及伸缩率。OF2%将会对第二热箱内的张力进行调节,是控制热定型的效果以及影响丝条的膨松性,但要是该比值设置的太高会导致丝条从FR2罗拉出来后抖动,对丝条产生松圈和色斑等异常,其公式:OF2%=(FR2A-FR3)*100/FR2A OF3主要对卷绕张力进行调节,决定卷装成形好坏,其公式:OF3%=(FR2A-WR)*100/FR2A,OF2A%是控制网络气压的张力,FR2与FR2A之间有个网络喷嘴,因此该张力直接影响网络数的多少。
3、K值及D/Y比
D/Y比是指摩擦盘的表面速度与丝条离开假捻器的速度之比(摩擦盘速度/FR2)。在一定范围内,它的变化对纤维的卷缩率、卷曲稳定性、强度、伸度等物理指标几乎无影响,与加工中假捻器之前和之后的张力有关,假捻之前的张力表示T1(加捻张力),假捻之后的张力T2(解捻张力),在丝速保持恒定时,仅增加捻盘表面速度会导致解捻张力降低,简而言之,D/Y增加,T1>T2,会导致紧点,D/Y降低,会使T1。
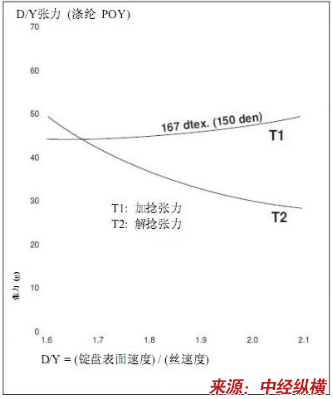
上图可见在丝速保持不变时,捻盘表面速度增加,解捻张力将会降低。最佳的工作区在T1和T2交接点之前。当然捻盘的材质不一样其最佳D/Y比不一样。
假捻张力比(K值)就是经过假捻器之后的解捻张力(T2)与进入假捻器之前的加捻张力(T1),它与丝条的质量有很大的关系,K值越大会产生更多的毛丝,K值越小会产生更多紧点,这与D/Y比同一特性。K值在理论上解捻张力/加捻张力=1来确定D/Y比,在工艺上解捻张力/加捻张=1.05-1.3来确定D/Y比,当然K值还与捻盘的数量有关,捻盘数量越多K值越大,捻盘的数量更是确定捻度数的重要因素。捻盘数量越多捻度数越大。一般陶瓷捻盘的数量的多少根据纱线的丹尼数来确定。我司20D/7F、20D/8F、40D/34F一般用1-5-1(用5个陶瓷捻盘)70D/68F、70D/48F用的是1-8-1(一般第1个“1”指导入片为光片数量,起导丝作用“8”指工作片数量,实际工作盘,最后一个“1”指的是输出片为刀片数量,起消除紧点的作用)。
在DTY加工生产中,最重要的核心部件是假捻盘,该处易产生”雪花”, “雪花”的产生除与纺丝油剂等因素有关外,主要取决于摩擦盘的材质。使用陶瓷盘,寿命长且成本便宜,但雪花会比较多,而“雪花”的产生影响加工工艺的控制、机器的寿命及操作环境。使用PU盘”雪花”少,对纱线的磨损程度也较陶瓷瓶小,但引起使用寿命短,成本高,很多公司选择陶瓷盘.假捻器下方有个张力感应器,其主要测T2的张力,一般15D 张力在10cN左右20D张力在14cN左右,40D在18cN左右,70D在25cN左右。定型区与拉伸变形区之间有一个网络喷咀其主要作用是对加工后的丝条增加一定的网络,达到一定的抱和作用。
第三节 涤纶长丝 行业 发展概况 分析
涤纶是国内最重要的合成纤维品种,占据化学纤维总产量的八成以上。涤纶是由聚酯经过纺丝和后处理制成的纤维,国内俗称“的确良”。依据丝的长度,涤纶可以分为涤纶短纤和涤纶长丝。短纤是几厘米至十几厘米的短纤维,多用于毛线和织布;长丝是长度为千米以上的丝,应用范围更广,其中民用长丝通常用于丝绸、服装、服饰等,工业长丝则多用于轮胎帘子线及输送带、帆布的经线以及车用安全带、传送带等。根据数据统计,2016年1-11 月国内化学纤维总产量为 4,515.0 万吨,其中仅涤纶纤维的产量就达到 3,621.3 万吨,占化纤总产量的 80.2%,其中涤纶长丝占比高达60.6%,涤纶短纤占比为 19.6%,涤纶长丝已成为国内最主要的化学纤维品种。

涤纶长丝性能优良,主要用于 纺织领域 。涤纶长丝具有强度大、热稳定性高、弹性好、染色性佳的优点,其耐磨性在合成纤维中仅次于锦纶,吸水回潮率低,绝缘性好,但易积聚电荷产生静电,吸附灰尘。涤纶长丝下游需求主要为服装、产业用纺织品和装饰领域纺织品。
民用涤纶长丝品种丰富,主要可以分为 POY、DTY、FDY 。 三种。POY(Pre-Oriented Yarn)又称涤纶预取向丝,是经高速纺丝获得的取向度在未取向丝和拉伸丝之间未完全拉伸的化纤长丝,与未拉伸丝相比,POY 拥有一定的取向,稳定性好,常常用作制备 DTY 的专用丝。DTY(Draw Textured Yarn)又称拉伸变形丝或涤纶加弹丝,在 POY 的基础上进行拉伸和假捻变形加工制成,有一定的弹性和收缩性。FDY(Full Draw Yarn)是全拉伸丝,又称涤纶牵引丝,是采用纺丝拉伸进一步制得的合成纤维长丝,此类纤维已经充分拉伸,可以直接用于纺织加工。
涤纶长丝连接上游石油化工 行业 和下游纺织业。涤纶长丝生产企业采购石化产品 PTA(精对苯二甲酸)、MEG(乙二醇)及添加其他原料,通过缩聚、纺丝、加弹等工艺生产涤纶长丝产品,并将产品销售给下游织造企业。涤纶长丝的上游 行业 是石化 行业 ,PTA、MEG 等原料在涤纶长丝成本中占比最大。往下游看,涤纶长丝在涤纶面料成本中占比高,产业链地位突出。
涤纶长丝的生产工艺 可以分为熔体直纺和切片纺 丝。熔体直纺指的是将聚合反应后生成的聚酯经熔体输送管道直接用于纺丝,避免了二次熔融的过程,具有工艺流程简单、设备投资少、原料节省、热消耗低等优点,适合自动化程度较高的大规模生产。而切片纺丝首先要将聚酯熔体制备成聚酯切片,经过熔融后再进行纺丝,该工艺成本较高。一般情况下切片纺丝耗电量为熔体直纺的 6 倍,且不适合大规模生产。目前国内大部分企业均已采用熔体直纺工艺。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。