



第一节 基本生产技术、工艺或流程
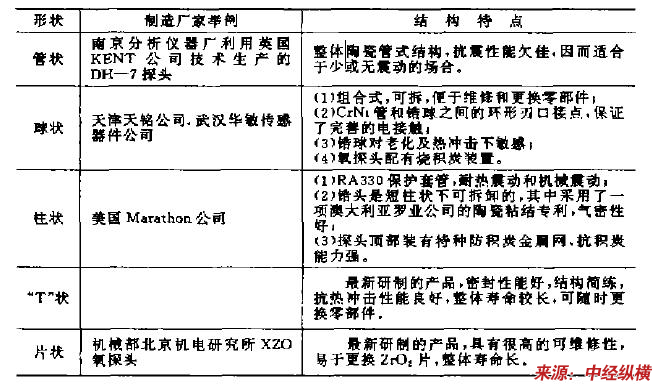
热处理氧探头种类与结构特点
第二节 新技术研发、应用情况
华中理工大学从1986年开始 研究 氧化锆氧探头,1991年承担了国家科委下达的氧探头“八五”攻关课题,主要解决渗碳炉用氧探头的国产化问题。现开发出适用于碳势控制的TYT型氧探头,主要性能指标达到了进口同类产品水平,价格只有进El货的1/4。
TYT氧探头经受了在箱式控制气氛炉、连续式渗碳炉、井式渗碳炉的实用考验,证实探头的信号与炉气碳势问有很稳定的对应关系。
第三节 国外技术发展现状
在热处理领域,国际上顶尖的热处理氧探头及碳控系统设备制造商为美国马拉松传感器公司。
马拉松北京监控系统有限公司由著名的美国马拉松公司全资注册。此次推出的“碳王”探头,也是美国马拉松公司设计并推出的一款高性价比探头。此型探头将只在中国制造,除在国内销售以外,还向亚洲地区和其它发展中国家和地区出口。
许多工业热处理过程要使用氧探头进行碳势控制,包括周期炉、推杆炉、网带炉、吸热式气体发生器、转底炉、蒸馏炉及井式渗碳炉等。马拉松北京公司推出的这款“碳王”系列氧探头,可应用于热处理 行业 的所有碳势控制过程,并包括碳氮共渗,氧化还原,烧结和退火等。
第四节 技术开发热点、难点 分析
20世纪80年代以来,国际模具热处理技术发展较快的领域是真空热处理技术、模具的表面强化技术和模具材料的预硬化技术。
真空热处理技术是近些年发展起来的一种新型的热处理技术,它所具备的特点,正是模具制造中所迫切需要的,比如防止加热氧化和不脱碳、真空脱气或除气,消除氢脆,从而提高材料(零件)的塑性、韧性和疲劳强度。真空加热缓慢、零件内外温差较小等因素,决定了真空热处理工艺造成的零件变形小等。
按采用的冷却介质不同,真空淬火可分为真空油冷淬火、真空气冷淬火、真空水冷淬火和真空硝盐等温淬火。模具真空热处理中主要应用的是真空油冷淬火、真空气冷淬火和真空回火。为保持工件(如模具)真空加热的优良特性,冷却剂和冷却工艺的选择及制定非常重要,模具淬火过程主要采用油冷和气冷。
第五节 技术未来发展趋势 分析
前些年,使用滴注式气氛渗碳在国内已经达到相当普遍的程度,尤其是氧探头碳势控制仪的问世,使用密封箱式多用炉和密封井式炉进行渗碳已经成为一种趋势,并取得了明显的效果。
渗碳时需要精确控制的工艺参数是气氛碳势。在渗碳过程中气氛碳势过高,渗碳工件表面容易形成网状碳化物;气氛碳势过高,表面碳浓度梯度太陡,渗碳层表面容易疲劳剥落,都将降低零件的使用寿命。气氛碳势太低,渗速降低,渗碳时间延长,也影响工件的渗碳质量;在加热淬火,气氛碳势高于工件表面的含碳量,工件表面将增碳,反之工件表面将脱碳,改变了工件表面的性能。要保持工件在加热过程不增碳、不脱碳,气氛的控制必须准确而精确。
多用炉渗碳气氛控制,可使用氧探头、红外仪、露点仪及电阻探头等,使用较好的是氧探头和红外仪,而露点仪和电阻探头则使用较少。
氧探头系把所测得气氛的氧势值送到碳势控制仪,根据炉温和氧势值计算出气氛碳势值,将工艺设定碳势值与所测得碳势值进行比较,输出信号调整气氛碳势。
在滴注式气氛或直生式气氛渗碳,当渗碳气氛中甲烷含量较高时,单独使用氧探头控制,容易产生碳势失控,此时应采用联合控制的方法进行气氛碳势控制,即使用氧探头测得氧势,红外仪测得CO2%值并和炉膛温度一起传送给碳势控制仪进行运算,最终得出的碳势值才真实反映气氛碳势,这样才不会产生气氛碳势的失控。所以密封箱式多用炉的气氛碳势控制,选用氧探头和红外仪进行联合控制,从单参数控制,发展为氧势-CO2-温度三参数控制,从而保证控制的准确性和精确性。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。