



第一节 产品生产技术发展现状
1、衬里类型
目前国内橡胶衬里主要有三大类。即:加热硫化橡胶衬里、预硫化橡胶衬里、自然硫化橡胶衬里。
1)加热硫化橡胶衬里。天然橡胶(或天然/丁苯并用橡胶)添加大量(25~4O)硫黄,在硫化罐中硫化制成硬质、半硬质橡胶,是一种传统的衬胶工艺。目前国内绝大多数橡胶衬里均为此类衬里。为适应较大设各衬胶,80年代初从罗马尼亚引进了热水硫化(或常压蒸汽硫化)衬胶技术。这种技术实际是对传统衬胶技术的一种改良,是在传统的硬质,半硬质橡胶配方中加人大量超促进荆,从而降低了橡胶的硫化温度。
2)预硫化橡胶衬里。这是将预先硫化好的橡胶板用胶粘剂贴在受衬设备上。目前国内的预硫化衬里多以丁基橡胶为主材料制板,用氯丁橡胶做牯台剂,也有少量的三元乙丙、氯丁、氯磺化聚乙烯衬里,还有一些单位生产丁基/氯丁等复台胶板。
3)自然硫化橡胶衬里8O年代末,原化工部从日本大机株式会社引进了氯丁橡胶自然硫化衬胶技术,经消化吸收后在国内推广应用,形成了中国自然硫化橡胶衬里的主流。近两年,国内一些企业开始研制自然硫化丁基橡胶衬里,并开始批量生产。
2、衬里生产工艺及主要设备
1)压廷工艺聂设备。此工艺的优点是生产效率高,产品厚度易调控;缺点是无法根除胶片中的气泡为避免气泡,有些台资厂采用了先压延1mm薄片,再复台成所需厚度胶板的工艺大部分生产厂使用14英寸或18英寸的普通压延机,没有胶板复合装置,不能生产叠层胶板;个别中外台资工厂则有胶板叠层生产装置。
2)压出工艺及设备。此工艺的优点是可消除胶板中的气泡;缺点是胶板厚度调节较困难。若用压出机加双辊压延机的工艺,可在精度和气泡方面两全其美。所用设备为国产鱼尾式机头压出机或压出机加双辊压延机,以及引进的L型冷喂料压出机及其翻版国产机型}合资厂使用由计算机控制的辊筒头压出机。
第二节 产品生产工艺特点或流程
橡胶衬里的工艺流程主要分为以下4条主线:
橡胶衬里的工艺流程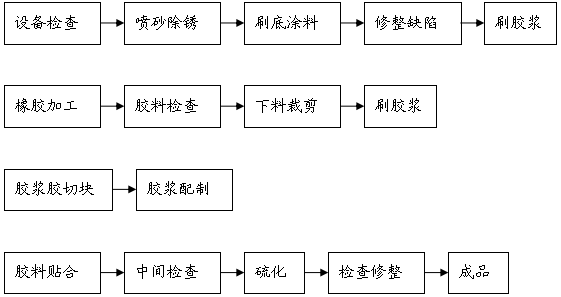
第三节 国内外生产技术发展趋势 分析
杭州顺豪橡胶工程有限公司近日成功的开发出了室温自硫化丁基橡胶衬里技术,为我国防腐工业作出了卓有成效的贡献。
橡胶衬里是化工防腐技术的一个重要组成部分,传统的橡胶衬里是以天然胶为主的硬质胶技术,工艺比较成熟,耐腐蚀性能较好,但其耐温性能和动态性能差。因而人们一直在寻找能随容器的热胀冷缩同步变形的衬里,而且应耐腐蚀性能优,抗老化性能强,不受施工场地和硫化条件、设备结构的约束。目前我国已引进了两种国外新工艺橡胶衬里技术,一是预硫化丁基橡胶冷粘防腐技术,但是施工难度较大,质量难以保证;二是自硫化氯丁胶衬里技术,弥补了预硫化丁基橡胶冷粘技术的不足,但氯丁胶的耐腐蚀、耐温性能远不及丁基橡胶。
该橡胶衬里技术既克服了预硫化丁基橡胶衬里无塑性、施工难度大、胶板与胶水不同体系的缺点,又避免了自硫化丁基橡胶衬里耐腐蚀、耐温性能差,易结晶、冬季施工不便的弱点,开创了橡胶防腐衬里技术新纪元。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。